

亚洲精品久久久久一区二区三区 · 產品介紹
以工匠精神做產品 / 以生(shēng)產管(guǎn)理做企業

 全國服務熱線
全國服務熱線

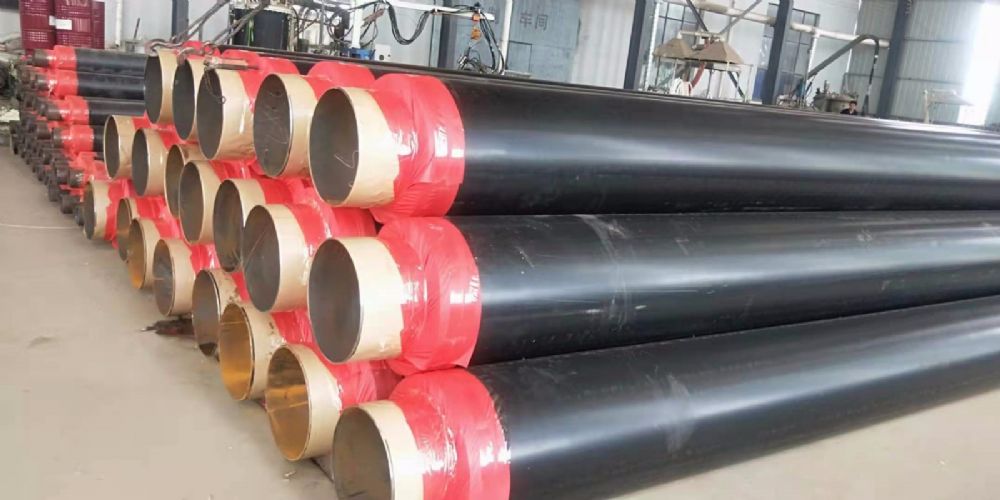
一步法(fǎ)保溫鋼管
> 保溫鋼管
熱力工程
焊接連接
聚氨酯泡沫保溫管生(shēng)產工藝主要有三種:“一步法(fǎ)”、“管中管法”及“泡沫噴塗法”。 “一步法”主要(yào)用於管徑(jìng)小於DN500的鋼管,該工藝隨管徑範圍變化受限較大(dà):管徑越大,保溫層(céng)一次成型的難度會劇增,伴隨的(de)偏心問題也(yě)會愈發嚴重。 “管(guǎn)中管法”適用於各種管徑,並且保溫層成型和(hé)偏心問題相較於“一步法”容易控
13111768345
聚氨酯泡沫保溫管生產工藝主要有三種:“一步(bù)法”、“管中管法”及“泡沫噴塗法”。
“一步法”主(zhǔ)要(yào)用於管徑小於(yú)DN500的鋼管,該工藝隨管徑範圍變化受限較大:管徑越大(dà),保溫層一次成型的難度會劇增,伴隨的(de)偏心問題也會愈發嚴重。
“管中(zhōng)管法”適用於各種管徑,並且保溫(wēn)層成型和偏(piān)心問題相較於“一步法”容易控製。但是工藝較複雜(zá),泡沫密度(dù)不均勻,空洞(dòng)大,大管徑外護管製作難度大。
“泡沫噴塗法(fǎ)”是一種新(xīn)型工藝,采用泡沫噴塗設備直接將聚氨酯泡沫噴塗於鋼管表麵,避免了防腐層的偏心和成型問(wèn)題,保溫層厚度及密度(dù)一致,便於監測,主要(yào)適用於大(dà)管徑管道。
“一步法”工藝介紹
“一步法”工藝是(shì)根據現(xiàn)有技術成熟的(de)三層PE防腐生(shēng)產線改造,可使聚氨(ān)酯保溫層和聚乙烯外護管一次成形,關鍵工序為聚(jù)乙烯外護管擠出(chū)和保(bǎo)溫層澆注。
聚乙烯外(wài)護管采用PE80級(jí)或者更高級別的原料,以高密度聚乙烯樹(shù)脂為主料,加入一定量的抗氧劑、紫外線穩定劑、炭黑等助劑加工而成。
聚乙烯外護管(guǎn)擠出采用環形包覆模具,模(mó)具主要由內套(tào)、外套和熔體(tǐ)通道組成。熔融狀態的聚乙烯(xī)輸送進流道,通過內、外套之間的縫隙擠(jǐ)出形成管狀聚乙烯外護層,外護(hù)層厚度通過擠出機的(de)產(chǎn)量和鋼管行進速度控(kòng)製。環形(xíng)模具各部位(wèi)的厚度是通過調節螺栓移動內套的相對位(wèi)置,達到內套與外套之間(jiān)各部位的間隙均勻,從(cóng)而(ér)保證(zhèng)聚乙烯(xī)外護套厚度一致。
聚氨酯保溫層澆注
聚氨酯I、P組分(fèn)在噴槍內混合後,由壓(yā)縮空氣吹入防腐管道與聚乙烯外護管之間的空腔內,會自然發泡。泡沫(mò)的厚度通過調節防腐(fǔ)管道行進速度及聚氨酯原材(cái)料投入量控製。
聚氨酯泡沫發泡時應控製反應溫度,溫度是(shì)聚氨(ān)酯發泡工藝中的重要參數。反應溫度一般為20~30℃。溫度過低時,發泡反應進行緩慢,泡沫
固化時間長;溫度過高時,發泡反應過快(kuài),泡沫固化時間短。固化時(shí)間太短易堵噴槍,固(gù)化(huà)後的泡沫與防腐表麵黏合不牢;固化時間太長,澆注在防腐(fǔ)層表(biǎo)麵(miàn)的不固化物料會發生流淌。
I、P組分的(de)混(hún)合比例亦非常重要。異氰酸酯用量過多,隨著發泡指數的(de)增長,會提高(gāo)泡沫的脆性,影響起泡速度與凝(níng)膠速度(dù)之(zhī)間的平衡,增加聚
氨酯酥脆性能因素,使泡沫變脆、變硬、彈性降低。反之,聚氰酸酯用量過小,會引起聚合物鏈增(zēng)長不足,或與水(shuǐ)反應產生二氧化碳量不(bú)足,直接影響(xiǎng)泡沫機械強度與密度等,尺寸(cùn)穩定性變差。
“一步法”主(zhǔ)要(yào)用於管徑小於(yú)DN500的鋼管,該工藝隨管徑範圍變化受限較大:管徑越大(dà),保溫層一次成型的難度會劇增,伴隨的(de)偏心問題也會愈發嚴重。
“管中(zhōng)管法”適用於各種管徑,並且保溫(wēn)層成型和偏(piān)心問題相較於“一步法”容易控製。但是工藝較複雜(zá),泡沫密度(dù)不均勻,空洞(dòng)大,大管徑外護管製作難度大。
“泡沫噴塗法(fǎ)”是一種新(xīn)型工藝,采用泡沫噴塗設備直接將聚氨酯泡沫噴塗於鋼管表麵,避免了防腐層的偏心和成型問(wèn)題,保溫層厚度及密度(dù)一致,便於監測,主要(yào)適用於大(dà)管徑管道。
“一步法”工藝介紹
“一步法”工藝是(shì)根據現(xiàn)有技術成熟的(de)三層PE防腐生(shēng)產線改造,可使聚氨(ān)酯保溫層和聚乙烯外護管一次成形,關鍵工序為聚(jù)乙烯外護管擠出(chū)和保(bǎo)溫層澆注。
“一步法”采用V型輥輪傳動,鋼管依次(cì)經過表麵預(yù)處理、中頻加熱、環氧噴塗、聚乙烯包覆擠出、聚氨酯保(bǎo)溫層澆注、電(diàn)暈極化處理和(hé)管端處理等工序。V型輥輪傳動與傳統(tǒng)滾輪傳動不同,鋼管隨輥輪做(zuò)直線運動(dòng),不(bú)做自身旋轉運動。
聚乙烯外(wài)護管采用PE80級(jí)或者更高級別的原料,以高密度聚乙烯樹(shù)脂為主料,加入一定量的抗氧劑、紫外線穩定劑、炭黑等助劑加工而成。
聚乙烯外護管(guǎn)擠出采用環形包覆模具,模(mó)具主要由內套(tào)、外套和熔體(tǐ)通道組成。熔融狀態的聚乙烯(xī)輸送進流道,通過內、外套之間的縫隙擠(jǐ)出形成管狀聚乙烯外護層,外護(hù)層厚度通過擠出機的(de)產(chǎn)量和鋼管行進速度控(kòng)製。環形(xíng)模具各部位(wèi)的厚度是通過調節螺栓移動內套的相對位(wèi)置,達到內套與外套之間(jiān)各部位的間隙均勻,從(cóng)而(ér)保證(zhèng)聚乙烯(xī)外護套厚度一致。
聚氨酯保溫層澆注
聚氨酯I、P組分(fèn)在噴槍內混合後,由壓(yā)縮空氣吹入防腐管道與聚乙烯外護管之間的空腔內,會自然發泡。泡沫(mò)的厚度通過調節防腐(fǔ)管道行進速度及聚氨酯原材(cái)料投入量控製。
聚氨酯泡沫發泡時應控製反應溫度,溫度是(shì)聚氨(ān)酯發泡工藝中的重要參數。反應溫度一般為20~30℃。溫度過低時,發泡反應進行緩慢,泡沫
固化時間長;溫度過高時,發泡反應過快(kuài),泡沫固化時間短。固化時(shí)間太短易堵噴槍,固(gù)化(huà)後的泡沫與防腐表麵黏合不牢;固化時間太長,澆注在防腐(fǔ)層表(biǎo)麵(miàn)的不固化物料會發生流淌。
I、P組分的(de)混(hún)合比例亦非常重要。異氰酸酯用量過多,隨著發泡指數的(de)增長,會提高(gāo)泡沫的脆性,影響起泡速度與凝(níng)膠速度(dù)之(zhī)間的平衡,增加聚
氨酯酥脆性能因素,使泡沫變脆、變硬、彈性降低。反之,聚氰酸酯用量過小,會引起聚合物鏈增(zēng)長不足,或與水(shuǐ)反應產生二氧化碳量不(bú)足,直接影響(xiǎng)泡沫機械強度與密度等,尺寸(cùn)穩定性變差。
相關產品(pǐn)
- 暫無相關(guān)信息
 網站首(shǒu)頁
網站首(shǒu)頁 關於我們
關於我們 新聞資訊
新聞資訊 產品中心
產品中心 工程案(àn)例(lì)
工程案(àn)例(lì) 聯係我們
聯係我們 網站地圖(tú)
網站地圖(tú) xml地圖
xml地圖
 聯係人:李(lǐ)雲
聯係人:李(lǐ)雲 電話:13111768345
電話:13111768345 郵箱:742457581@qq.com
郵箱:742457581@qq.com 地址:河北省滄州(zhōu)鹽山縣正港工業園(yuán)區
地址:河北省滄州(zhōu)鹽山縣正港工業園(yuán)區 冀公網安備 13092502001761號
冀公網安備 13092502001761號