

亚洲精品久久久久一区二区三区 · 新聞詳情
以工匠(jiàng)精神做產品 / 以生產管理(lǐ)做企業
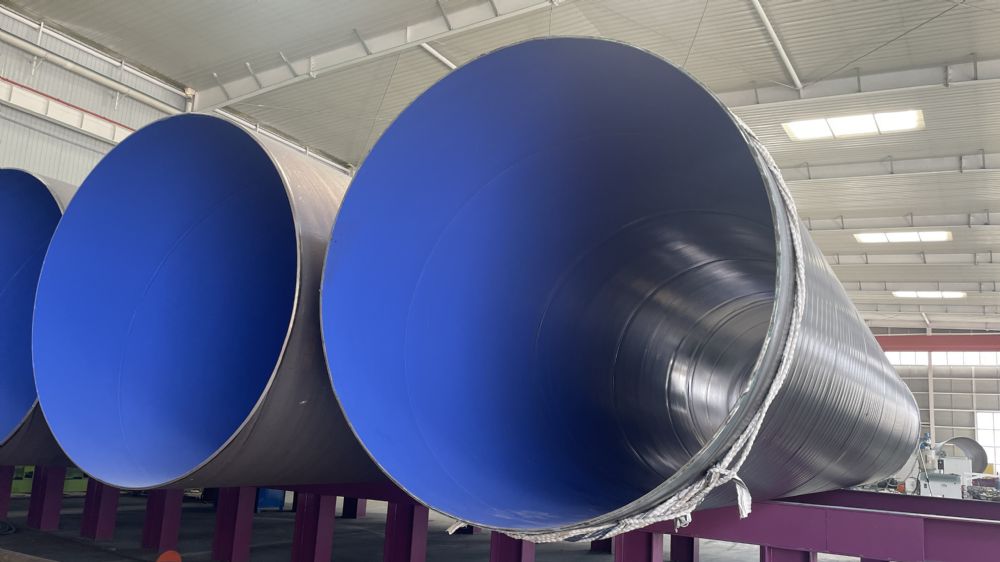
在安裝 TPEP 防腐鋼管時,要保證焊接質量,可以采取以下措施: 1. 焊(hàn)接人員資質:確保焊接操作人員具備相應的資質和豐富的經驗,熟悉 TPEP 防腐鋼管的焊接工藝要求。 2. 焊(hàn)接(jiē)準備:在焊接前,對鋼管的焊接部(bù)位進(jìn)行徹底的清理(lǐ),去除油汙、鐵鏽、氧(yǎng)化皮等雜質,以(yǐ)保(bǎo)證(zhèng)焊接的結合力。 3. 坡口加工:根據鋼管的壁厚和焊接工藝要求,合理(lǐ)加工坡口形狀和(hé)尺寸,保證焊接接頭的坡口角度和鈍邊符合標(biāo)準(zhǔn)。 4. 焊接材料選(xuǎn)擇:選用與鋼管(guǎn)材質相(xiàng)匹配的(de)優質焊接材料,如(rú)焊條、焊絲等,並確保其(qí)質量合格、幹燥。 5. 焊接工藝參數:嚴格按(àn)照預定的焊接工藝參數進行操作,包括焊接(jiē)電流、電壓、焊接速度、焊接層數(shù)等,以獲得良好的焊縫(féng)成型。 6. 預熱和後熱:對於某些材質或厚(hòu)壁鋼管,根據要求(qiú)進行適當的(de)預熱和後熱處理,以減少焊接殘餘應力,防止裂紋(wén)產生。 7. 焊接過程(chéng)控製:在焊接過程中,保持電弧穩定,控製(zhì)焊縫的熔深(shēn)和熔寬,避(bì)免出現未焊透、夾(jiá)渣、氣孔等缺陷。 8. 多層(céng)多道焊:對於較厚的鋼管,采用多層多道(dào)焊,每層焊道之間要清理幹淨,避免(miǎn)夾渣。 9. 焊縫檢驗:焊接完(wán)成後,及時進行焊縫外觀檢(jiǎn)查,查看是否有表麵缺陷。如有需要,還應進行無損檢測,如射線探傷、超聲波探傷等,以確保焊縫內部質量。 10. 環境控製:盡量在適(shì)宜的(de)環境條件(jiàn)下進行(háng)焊接,避免在惡劣天氣(如大風、大雨、低溫等)下作業,以保(bǎo)證焊接質量的穩定性。
下一(yī)條: 國標3PE防腐鋼管
 網站首頁
網站首頁 關於(yú)我們
關於(yú)我們 新(xīn)聞(wén)資訊
新(xīn)聞(wén)資訊 產品中心
產品中心 工(gōng)程案例
工(gōng)程案例 聯係我(wǒ)們
聯係我(wǒ)們 網站地圖(tú)
網站地圖(tú) xml地圖
xml地圖
 聯係人:李雲
聯係人:李雲 電話:13111768345
電話:13111768345 郵箱:742457581@qq.com
郵箱:742457581@qq.com 地址:河北省滄州鹽山縣正港(gǎng)工業園區
地址:河北省滄州鹽山縣正港(gǎng)工業園區 冀公網安備 13092502001761號
冀公網安備 13092502001761號